半導体製造の後工程で欠かせない「モールディング(封止)」。
本記事では、モールディングの役割や仕組みをはじめ、代表的なトランスファー方式・コンプレッション方式の違い、実際の工程フローまでをわかりやすく解説します。
なぜ半導体チップを樹脂で覆う必要があるのか、どのようにして信頼性や耐久性が確保されているのかを理解することで、後工程全体の流れも自然と見えてくるはずです。
半導体技術に関心をお持ちの皆様に、基礎から学べる情報をお届けしたいという思いから、本連載を開始いたしました。
「これから半導体について学びたい」「技術の背景を理解したい」とお考えの方に向けて、できる限り平易で役立つ内容を発信してまいります。
当社「菅製作所」は、研究開発用途の真空装置を製造・販売しております。
現場で培ってきた知見をもとに、皆様の学びに少しでも貢献できれば幸いです。
本連載が、半導体に関する疑問の解消や、さらなる理解への一助となることを願っております。
ぜひ最後までご覧ください。
長年の経験と独自の技術で、大学や研究機関での導入実績も多数。
研究目的に応じたカスタマイズや、導入前のテスト成膜も可能です。
装置のご検討やその他ご相談は、ぜひ当社までお問い合わせください。
お問合せはこちら
目次
半導体製造【後工程】モールディング(封止)とは?
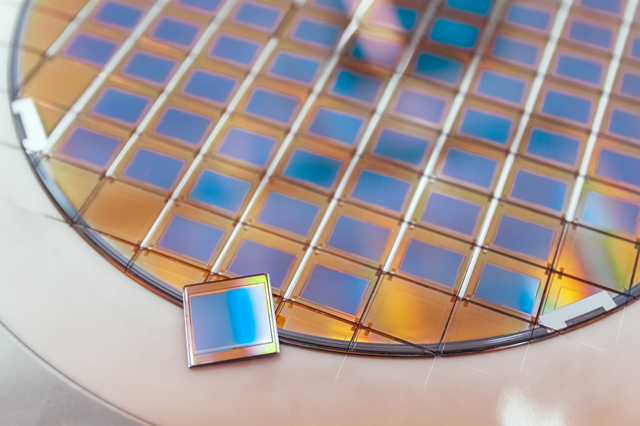
モールディングとは、ワイヤーボンディングなどの配線工程を終えたICチップを、樹脂を使ってパッケージングする「封止(ふうし)」の工程を指します。
半導体チップは非常に微細でデリケートなため、そのままでは空気中の水分や酸素、あるいは物理的な衝撃によって簡単に壊れてしまいます。
そこで、熱硬化性樹脂などの丈夫な素材でチップを覆い隠すことで、外部の過酷な環境から守るのです。
イメージとしては、繊細な精密機器を頑丈なケースに収納したり、私たちが外出する際にコートを着て身を守ったりすることに似ています。
この工程を経ることで、半導体製品としての耐久性と信頼性が確保され、電子機器への搭載が可能になります。
2つのモールディング方式の違い
現在の半導体製造におけるモールディング(金型モールド法)には、大きく分けて2つの方式が存在します。
それぞれ樹脂の注入方法や適した製品が異なるため、用途に応じた使い分けが重要です。
ここでは、代表的な「トランスファー方式」と「コンプレッション方式」について解説します。
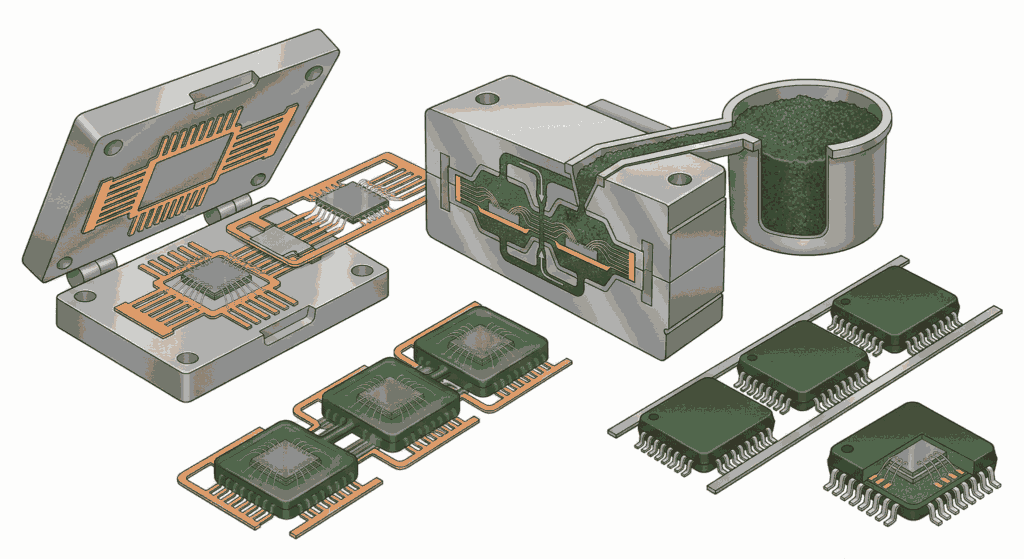
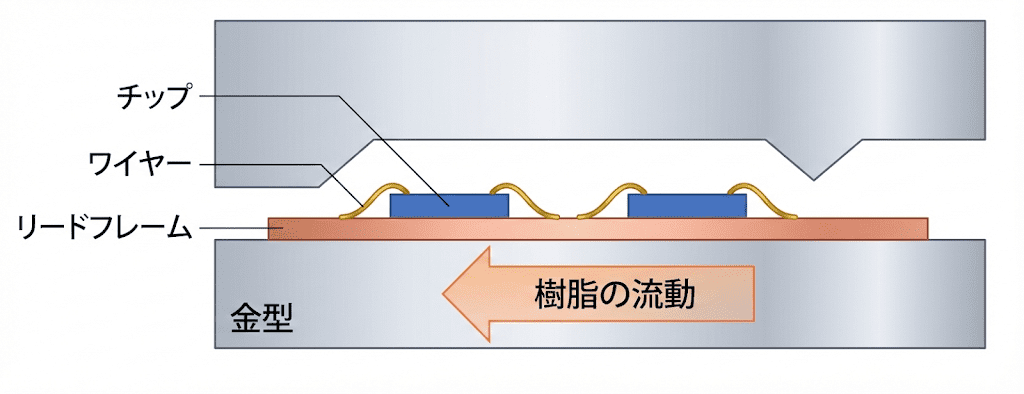
①トランスファー方式
トランスファー方式は、現在の半導体封止において最も広く採用されている一般的な手法です。
この方式では、固形の樹脂(タブレット)を加熱して溶かし、プランジャーと呼ばれるピストンで圧力をかけながら、狭い流路(ランナー)を通じて金型内へ流し込みます。
例えるなら、注射器を使って液体を型に注入するようなイメージでしょう。
この方法は、複数の製品を一度に成形する量産性に優れており、コストパフォーマンスが高い点が大きなメリットです。
また、複雑な形状のパッケージにも柔軟に対応できるため、幅広い半導体製品の製造現場で活躍しています。
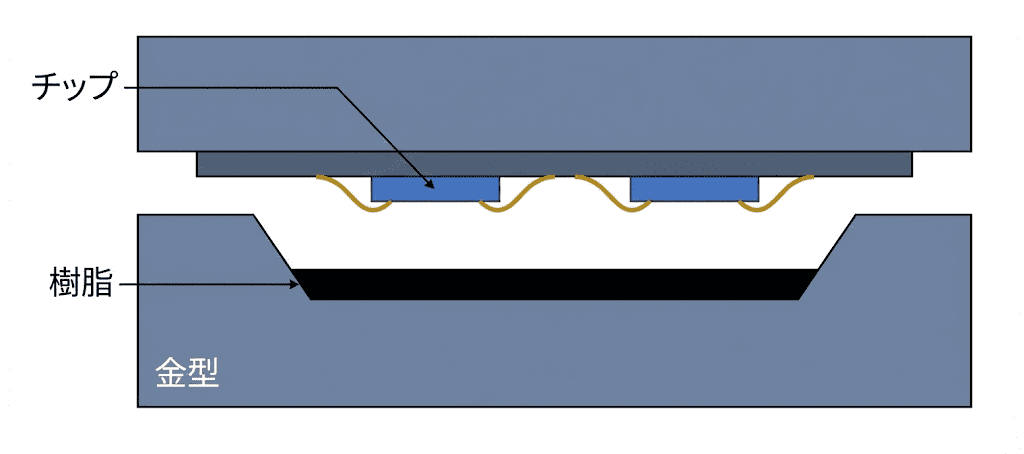
②コンプレッション方式
コンプレッション方式は、金型(キャビティ)にあらかじめ液状や顆粒状の樹脂を供給しておき、その上からチップを取り付けた基板を押し当てて成形する手法です。
型に生地を入れてプレスするような仕組みに近いと言えます。
トランスファー方式のように狭い流路を樹脂が流れないため、チップや極細のワイヤーにかかる圧力が少なく、変形(ワイヤー流れ)を防げるのが特徴です。
そのため、近年の微細化した配線を持つチップや、ウエハーレベルパッケージのような大面積の薄型封止に適しており、次世代のパッケージ技術として注目されています。
モールディングに使用される「半導体封止材」とは?
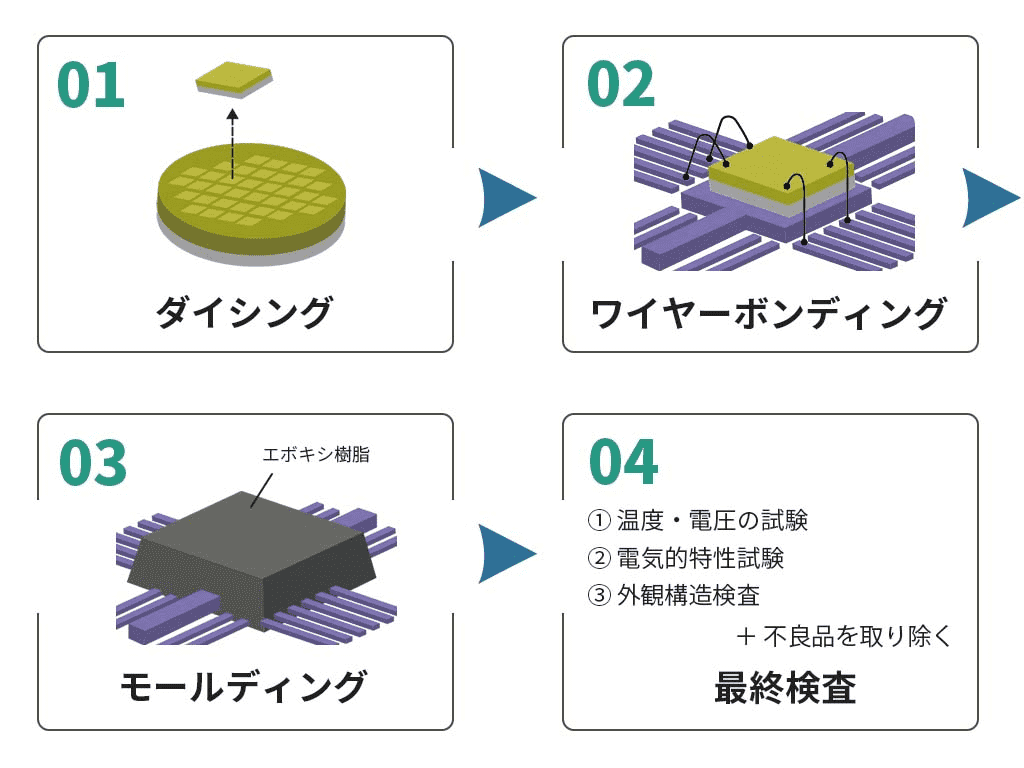
半導体チップを保護するために使われる封止材(モールド材)は、主に「エポキシ樹脂」をベースとした複合材料です。
なぜエポキシ樹脂が選ばれるのかというと、電気を通さない「絶縁性」、熱に強い「耐熱性」、そして薬品や水分への「耐性」のバランスが極めて優れているからです。
ただし、純粋な樹脂だけでは熱膨張によってチップにストレスを与えてしまうため、一般的には「シリカ(石英)」などの無機フィラー(充填剤)を多く混ぜて使用されます。
このフィラーを混ぜることで、樹脂の強度が増し、チップとの熱膨張の差を小さく抑えることが可能です。
これにより、製造プロセス中の加熱・冷却によってパッケージが湾曲してしまう「反り」の発生を防ぎ、半導体パッケージ全体の耐久性を高めています。
なお、電気自動車(EV)向けなどのパワー半導体のように、特に高い放熱性が求められる製品では、シリカの代わりに熱伝導率の高い「アルミナ」などがフィラーとして採用されることもあります。
モールディング工程の流れ
実際に工場でどのような手順で封止が行われているのか、一般的なトランスファーモールド方式を例に、その工程を順を追って見ていきましょう。
数百トンの圧力がかかるプレス装置の中で、精密な制御のもと行われる一連の流れをご紹介します。
モールディング工程の流れ
- 樹脂でチップを保護する
- リードフレームを金型にセットする
- モールド樹脂を注入する
- 樹脂を加熱し、硬化させる
- 金型を外し、製品を取り出す
樹脂でチップを保護する
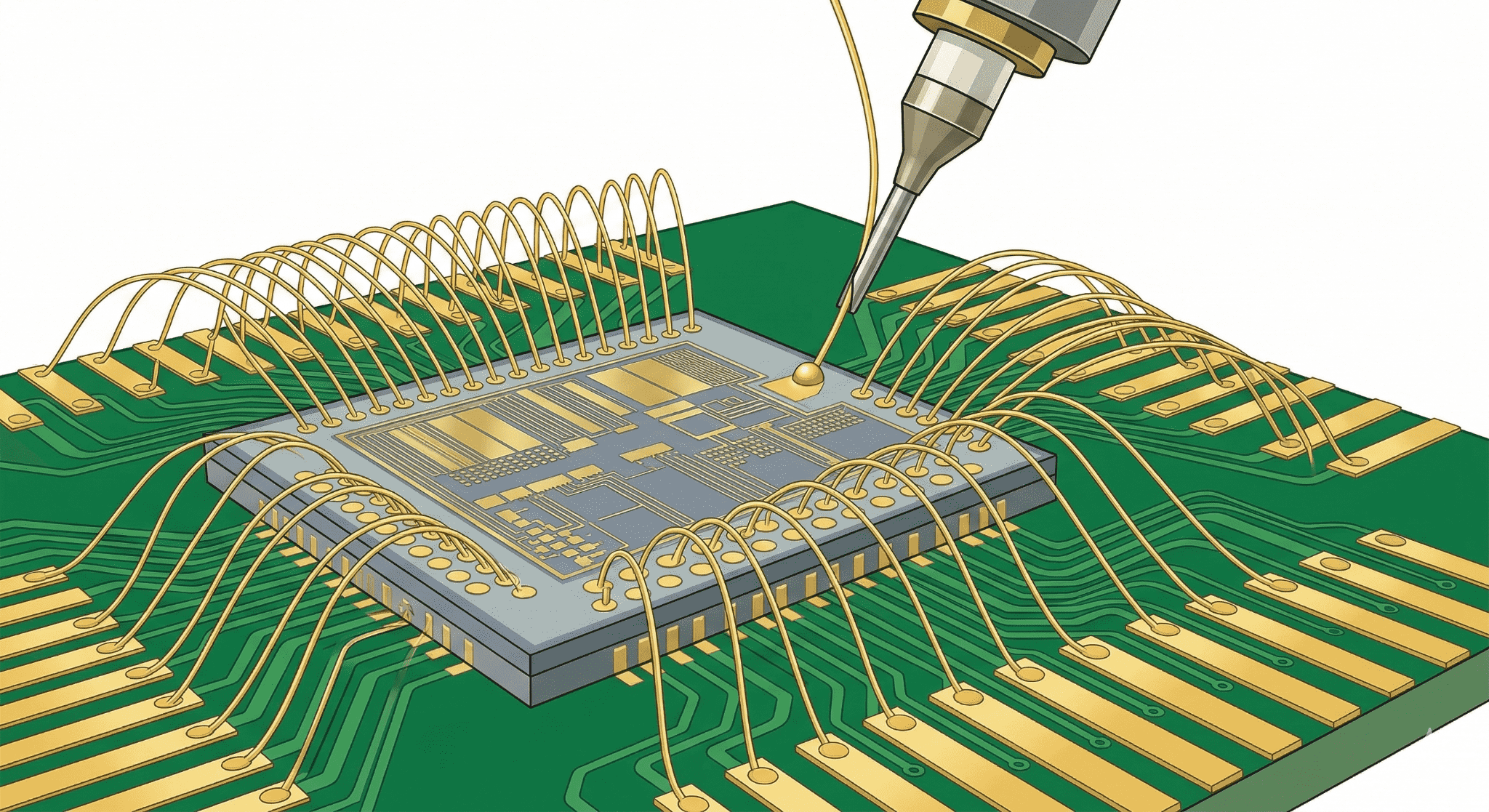
モールディングの前工程であるワイヤーボンディングが完了した時点では、ICチップや金線はまだ剥き出しの状態です。
このままでは、わずかな埃や湿気でも不良の原因となってしまいます。
モールディング工程は、この無防備なチップを「半導体封止用樹脂」で完全に覆い隠し、強固なパッケージへと変えるための重要なステップです。
まずは、封止に必要なリードフレーム(チップが載った土台)と、封止材である樹脂タブレットを準備し、成形装置へと搬送することから始まります。
リードフレームを金型にセットする
次に、予熱した金型を開き、チップが実装されたリードフレームを所定の位置に正確にセットします。
このとき、位置が少しでもずれると樹脂漏れや成形不良の原因になるため、高精度な位置決めが欠かせません。
金型は上型と下型に分かれており、リードフレームを挟み込むようにして強力な圧力で閉じます。
この際、数トンから数百トンもの力が加わり、溶けた樹脂が高い圧力で注入されても金型が開かないよう、しっかりと固定されるのです。
モールド樹脂を注入する
金型が閉じられたら、いよいよ樹脂の注入です。
ポットと呼ばれる投入口にセットされた固形樹脂(タブレット)は、熱とプランジャーによる圧力で溶融し、液状になります。
溶けた樹脂は「ランナー」と呼ばれる流路を通り、各パッケージの型(キャビティ)へと一気に流れ込みます。
このとき、樹脂の中に気泡(ボイド)が残らないよう、注入速度や圧力を緻密にコントロールすることが重要です。
また、製品によっては金型内を真空引きする「真空トランスファー成形」を行い、ボイドの発生を徹底して防ぐ工夫がなされることもあります。
樹脂を加熱し、硬化させる
金型内に充填された樹脂は、熱を受けて化学反応を起こし硬化し始めます。
これを「インモールドキュア(一次硬化)」と呼びます。数十秒から数分で、樹脂は金型から取り出せる程度の硬さになります。
金型から取り出した直後の製品は、反応が完全に終了しておらず、本来の強度や耐熱性に達していません。
そのため、製品をオーブン等に入れ、例えば150℃〜180℃で数時間加熱する「ポストモールドキュア(後硬化)」を行います。
この工程を経て初めて、樹脂は完全に硬化し、半導体パッケージとして必要な信頼性が確保されるようになるのです。
金型を外し、製品を取り出す
樹脂が十分に硬化したら金型を開き、エジェクターピンなどで製品を押し出して取り外します。
これでモールディングの基本工程は完了です。
取り出された製品は、不要な樹脂部分(ランナーやゲート)を取り除く仕上げを行い、必要に応じてレーザーで型番などを刻印(マーキング)します。
こうして強固な鎧をまとった半導体は、最終的な検査を経て、いよいよ後工程の組立プロセスを終了し、出荷の時を待つのです。

まとめ
半導体製造の後工程におけるモールディングは、半導体チップを外部環境から守り、製品としての信頼性を完成させる重要な封止プロセスです。
トランスファー方式とコンプレッション方式という2つの成形法は、それぞれ量産性や微細化対応といった強みを持ち、用途に応じて使い分けられています。
封止材や成形条件、硬化プロセスまでを理解することで、後工程が品質を左右する理由が見えてくるはずです。
【参考文献】
今と未来がわかる半導体(ナツメ社)
月刊「Newsがわかる」特別編 半導体がわかる2025(毎日新聞出版)
長年の経験と独自の技術で、大学や研究機関での導入実績も多数。
研究目的に応じたカスタマイズや、導入前のテスト成膜も可能です。
装置のご検討やその他ご相談は、ぜひ当社までお問い合わせください。





